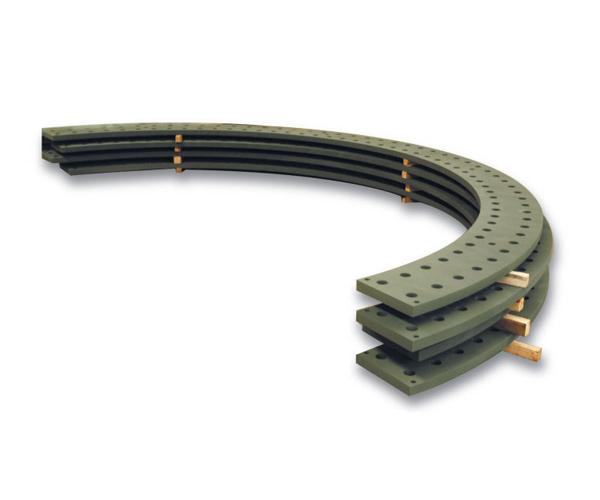
上、下锚板
根据计划购买原材料(指定钢厂材料和牌号)→原材料复验→粗校直→热处理(中频感应热处理)→检验(性能检测)→剥皮并精校直(100%超声波探伤、荧光磁粉探伤等)→下料→机加工(倒角)→打编码→滚制螺纹→检验(螺纹精度量规、中径千分尺等)→锚栓张拉检测→锚栓防腐处理(根据客户要求选用达克罗、涂油脂+热缩管等)→检验→包装→入库。
产品加工工艺特点:
(1)我公司锚栓生产工艺特点:锚栓先热处理再滚制螺纹;整根锚栓热处理及检验合格后,锚栓整体进行剥皮加工,并且精磨碾压到指定的中径尺寸,磨削加工可以去除热处理过程中产生的氧化皮及脱碳层;然后滚丝加工成螺纹。
(2)锚栓原材料为42CrMoA等材料,采购自国内大型钢厂,原材料出厂前经100%超声波探伤,按GB/T 4162标准,A级合格。锚栓各项性能符合招标文件技术规范要求。
(3)锚栓中间杆部不进行机加工处理,确保一次成型,螺纹精度更好。
锚栓加工工艺流程:
根据计划购买原材料(指定钢厂材料和牌号)→原材料复验→粗校直→热处理(中频感应热处理)→检验(性能检测)→剥皮并精校直(100%超声波探伤、荧光磁粉探伤等)→下料→机加工(倒角)→打编码→滚制螺纹→检验(螺纹精度量规、中径千分尺等)→锚栓张拉检测→锚栓防腐处理(根据客户要求选用达克罗、涂油脂+热缩管等)→检验→包装→入库。
锚栓详细工艺流程:
(1)原材料复验:按签订的技术文件要求执行。
(2)粗校直:为保证调质过程中温度、冷却均匀,从而保证长棒料各部位硬度均匀、机械性能均匀、变形小,在热处理调质前必须进行校直,保证直线度,采用专用校直机进行较直。
(3)热处理:采用调质工艺,即淬火加高温回火,以满足8.8、10.9级锚栓的机械性能(根据招标技术文件要求)。
(4)性能检测:根据技术规范要求。
(5)剥皮:表面剥皮,去除表面缺陷、氧化皮等。
(6)碾光磨削中径:精加工碾光至中径大小,确保直线度、表面粗糙度等符合图纸要求。
(7)超声波+涡流探伤:100%超声探伤,符合A级标准,100%涡流分选确保无混料。
(8)磁粉探伤:100%磁粉探伤,按招标技术文件要求执行,防止存在表面裂纹或材料表面缺陷的产品流入下道工序。
(9)下料:采用锯床下料,去除两端多余部分。
(10)倒角:采用专用倒角设备,根据图纸要求,两端面倒角。
(11)打编码:用打码机按图纸要求对每根锚栓进行打编码标识,以确定产品的追溯性。
(12)滚丝:用滚丝机进行制丝,并用螺纹千分尺、通止规对锚栓的螺纹进行检测,保证螺纹尺寸、精度符合技术要求。
(13)锚栓张拉检测:按招标技术文件要求。
(14)锚栓防腐处理:按招标技术文件要求,对锚栓进行防腐处理。
(15)打包:打包前对产品进行清点,设计适于特定长度锚栓运输的专用工装,防止产品在转运过程中产生弯曲等破损。
锚板加工工艺流程:
根据计划购买钢板(Q345E)→原材料复验→下料(数控编程、火焰切割)→校平→检验→开坡口→清理打磨→锚板组对拼焊→检验(100%超声波探伤)→清理打磨→外观检验→调平→检测平面度→机加工→检验→数控钻孔→检验→喷砂→防腐处理→检验→包装→入库。
